






現代工業生產中,激光加工作為一種新興的加工方式,較之于傳統機床在生產效率和加工品質上有著明顯的優勢,已普及到了諸多行業。在高速普及的過程中也帶來了很多實際操作上的問題,比如:每次測得的功率值是一樣的,其它相關部件及加工參數的設置也沒有改變,但為什么加工的效果卻有明顯的差別?這是在實際生產中經常碰到的問題,實際上這個問題涉及很多因素,本文將探討其中的一個主要因素——激光的橫模對激光加工的影響。


激光既具有粒子的物理特征,同時也具有電磁波的傳播特性,這也就是常說的光的波粒二象性。對于激光“波”的傳播特性,我們通常把光波場的空間分布分解為沿傳播方向和垂直于傳播方向的橫截面內的分布兩個方向,分別稱之為縱模和橫模。
橫模代表了光波場的橫向分布規律,對激光加工影響極大;而縱模主要影響激光的頻率,對激光加工的影響有限,本文不做討論。
我們通常所說的“激光模式”、“模場”等詞語也就是指橫模的光場分布,目前國內外激光器制造商和科研機構普遍采用激光焦點分析儀來對激光光斑做具體分析和調整,對諸如光斑直徑、能量密度分布、焦點位置以及瑞利長度、M2值等激光光束的參數進行測量和分析,以滿足應用的具體要求。
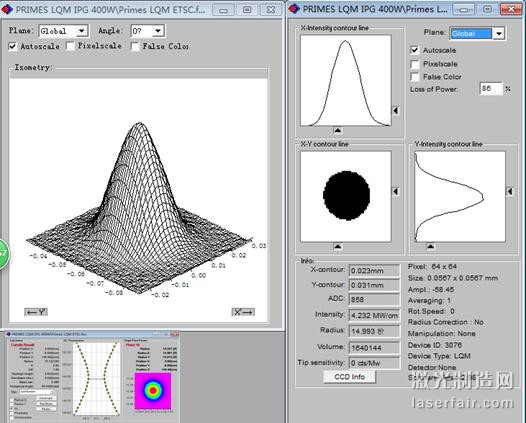
圖一是切割用光纖激光器的焦點處光場分布(下列軟件截圖中展示的皆為橫模光場分布):
激光器為IPG 400W單模激光器,光束分析儀采用德國PRIMES公司的FocusMonitor光束品質分析系統進行測試。該模式是接近于基模TEM00的橫模光場分布,能量集中于圓形光斑中心,是激光切割首選的模式。
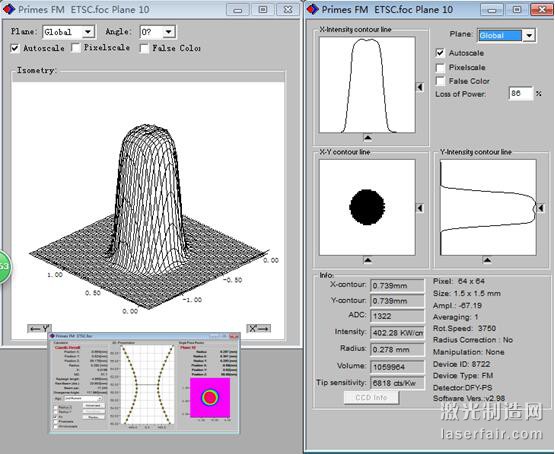
如果切割采用圖二的模式,其切割效果肯定沒有圖一的好,切割效率也會明顯降低。該模式是一種多模光場分布,能量分散在圓形光斑80%以上的區域內。如果用于切割,切割速度、切口寬度和粗糙度都比較差。
圖二的光束模式,在同等激光功率下,用于焊接將會比切割效率高很多。
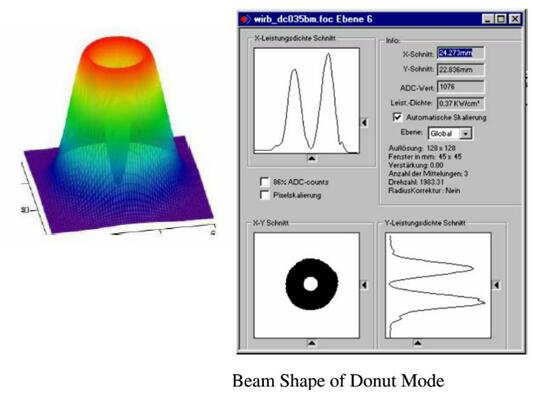
圖三是焊接用的甜甜圈狀的光場分布,用于一些特定場合。該模式是一種單環模,也叫準基模。在焊接應用中,單環模的速度和焊接質量要明顯優于基模。
高品質、高效率的激光加工,必須要有最合適的激光光束。工業激光器的類型繁多,光路結構復雜程度不一,光路結構越復雜,光束品質受影響的因素越多,這就導致了在使用過程中,光束模式的改變。
武漢東隆科技有限公司,是德國Primes公司在華的銷售及服務中心,秉承“服務創造未來”的理念,為科研和工業客戶提供激光光束品質診斷分析產品和解決方案。轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們

